

Pipe Bends in Piping Systems: A Professional Guide to 3D, 5D, and Custom Radii
In complex piping layouts, standard elbows aren’t always enough. When you need a smoother flow, less pressure drop, or a specific angle that off-the-shelf fittings can’t provide, industrial pipe bends are the answer. At HB Steel, we’ve seen how the right bend radius can extend the life of a high-pressure system by years. Let’s dive into what makes a pipe bend different from an elbow and how to choose the right one for your project.
Pipe Bend vs. Pipe Elbow
Many people use the terms interchangeably, but in technical terms, they are different:
Elbows: Usually follow standard radii (Short Radius 1D or Long Radius 1.5D). They are used for tight turns in confined spaces.
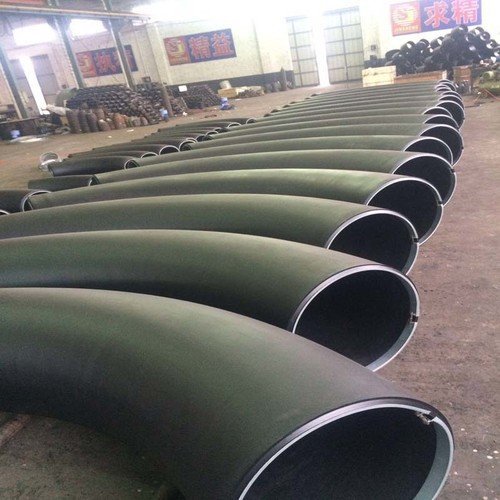
Pipe Bends: Have a radius larger than 1.5D (like 3D, 5D, or 10D). They are custom-made to minimize friction and wear, especially in systems transporting abrasive materials or high-velocity fluids.
The ‘D’ stands for the nominal diameter of the pipe. Choosing the right radius is critical for your system’s hydraulic performance:
3D Pipe Bends: The radius is 3 times the pipe diameter. Perfect for general industrial fluid transport.
5D Pipe Bends: Ideal for pigging systems and oil/gas pipelines where flow turbulence must be kept to a minimum.
Custom Radii (Up to 20D+): Used in specialized bridge construction or heavy industrial cooling systems.
At Rayoung, we utilize two primary methods to ensure structural integrity:
Hot Induction Bending: We use local induction heating to soften the pipe, then bend it precisely. This is the gold standard for large-diameter and heavy-wall pipes (ASTM A234 WPB, for example) as it prevents wall thinning.
Cold Bending: Best for smaller diameters and stainless steel (SS304/316) to maintain the material’s surface finish and mechanical properties.
Materials:
- Carbon Steel: ASTM A234 WPB, WPC, ST37, S235JR.
- Stainless Steel: ASTM A403 WP304/304L, WP316/316L.
- Alloy Steel: ASTM A234 WP11, WP22, WP91 (High temperature resistance).
- Standards: We manufacture strictly to ASME B16.49, MSS-SP-75, and DIN 2605.
Procurement Pitfall Avoidance Guide:
Before you send an inquiry, make sure you have these details ready to ensure an accurate quote:
Degree: Do you need 45°, 90°, or a custom angle like 22.5°?
Radius (R): Is it 3D, 5D, or a specific millimeter measurement?
Tangent Lengths: Do you need straight ends (tangents) on both sides for welding?
Wall Thickness (Schedule): e.g., SCH40, SCH80, or XS.
FAQ
Q: Can 5D bends be piggable?
A: Yes, 5D and larger radii are specifically designed to allow ‘pigs’ to pass through for cleaning and inspection.
Q: What is the maximum diameter you can bend?
A: Our facility can handle induction bending for pipes up to 48 inches.
Q: How do you prevent corrosion on pipe bends?
A: We offer Black Painting, Anti-rust Oil, Hot-dip Galvanizing, or FBE coating depending on your site requirements.
Your Project Deserves Precision.
A failed bend can lead to costly downtime. Partner with Rayoung for reliable, high-performance pipe bends.
[Request a Quote Today]
Email: info@hb-steel.com
